Das Laserätzen gehört zu den beliebtesten Markierprozessen. Allerdings mangelt es häufig am richtigen Verständnis, was das Ätzen einer Oberfläche bedeutet und wie es tatsächlich funktioniert. Wenn Sie zum Beispiel “Ätzen” in einem Wörterbuch nachschlagen, werden Sie feststellen, dass dort Gravieren als Synonym aufgeführt wird. Allerdings wird jeder Experte für Laser vehement widersprechen, dass Laserätzen das gleiche wie Lasergravur sei.
Aus wissenschaftlicher Sicht ist dies eine gute Definition für Laserätzen:
Beim Laserätzen werden Beschriftungen (wie zum Beispiel Datenmatrix-Codes, Seriennummern und Barcodes) durch Schmelzen der Materialoberfläche erzeugt. Die geschmolzene Oberfläche dehnt sich aus, wodurch Unebenheiten von bis zu 80 Mikrometer Höhe entstehen. Dies verändert die Rauheit der Oberfläche und es entsteht ein Kontrast zwischen schwarzen und weißen Bereichen. Im Gegensatz zur Lasergravur verdampft das Material nicht, sondern es schmilzt.
Diese Definition beinhaltet eine Menge wichtiger Punkte. Lassen Sie uns Schritt für Schritt vorgehen, um zu verstehen, wie die Oberfläche schmilzt und wie dadurch Unebenheiten und farbige Markierungen entstehen.
Schritt 1. Der Laser pulst einen Strahl auf die Oberfläche
Alle Beschriftungsmethoden haben eines gemeinsam: Der Laserstrahl ist gepulst, wodurch plötzliche Schübe von Energie in spezifizierten Intervallen freigesetzt werden. Innerhalb einer Sekunde kann ein auf 100 W gepulster Laser 100.000 Impulse freisetzen. Jeder dieser Impulse enthält 1 mJ an Energie und kann in der Spitze bis zu 10.000 W erreichen.
Experten sind in der Lage, das System und dessen Parameter so anzupassen, dass sie die Kontrolle über die von dem Laser freigesetzte Energie haben.
Die wichtigsten Parameter sind dabei Impulsabstand und Zeilenabstand. Je näher die Impulse beieinander liegen, desto höher ist die Konzentration der Energie. Die nachfolgenden Bilder zeigen Beispiele für Abstände beim Laserätzen und bei der Lasergravur.
Impulsabstand und Zeilenabstand
Laserätzen-Prozess
Lasergravur-Prozess
Wie Sie feststellen können, liegen die Impulse bei der Lasergravur deutlich näher beieinander als beim Laserätzen. Dies ist eine Folge daraus, dass das Laserätzen weniger Energie verlangt als die Lasergravur. Folglich lässt sich sagen, dass das Laserätzen deutlich schneller ist.
Schritt 2. Das Material absorbiert die Energie des Laserstrahls
Wenn der Strahl auf die Oberfläche trifft, wird ein Großteil der Energie des Strahls reflektiert. Der Rest der Energie wird vom Material absorbiert und in Wärme umgewandelt. Beim Laserätzen muss das Material gerade genug Energie absorbieren, dass es schmilzt.
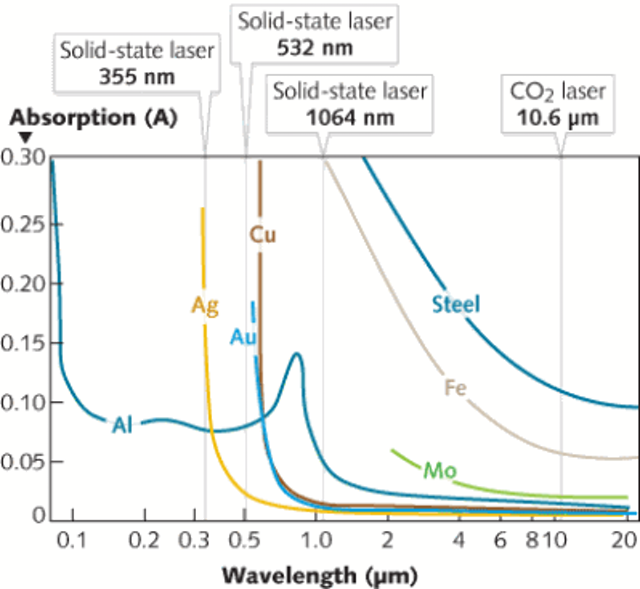
Jede Art von Material absorbiert diese Energie entsprechend ihres Absorptionsspektrums.
Originalarbeit publiziert in Laser Focus World nachgedruckt mit freundlicher Genehmigung durch Endeavor Business Media, LLC.
Lasersysteme setzen Energie frei, indem sie bestimmte Wellenlängen ausstoßen. Wie Sie dem oben abgebildeten Diagramm entnehmen können, absorbieren Metalle mehr Energie von Wellenlängen produziert durch Festkörper-Laser als von CO2-Laser. Darum sind Festkörper-Laser die bessere Wahl zur Metallbeschriftung.
Lassen Sie uns einen genaueren Blick auf Festkörper-Faserlaser werfen, die eine Wellenlänge von 1.064 nm ausstrahlen. Bei dieser Wellenlänge absorbiert Aluminium ≈ 5 % der Energie des Laserstrahls, Eisen absorbiert ≈ 30 % und Stahl sogar noch mehr.
Da Stahl mehr Energie absorbiert als Aluminium, könnte dies zu der Annahme verleiten verleiten, dass das Ätzen von Stahl leichter ist als das Ätzen von Aluminium. Allerdings verhält es sich etwas komplexer. Denn weitere physikalische Eigenschaften sind hier in Betracht zu ziehen, einschließlich des Schmelzpunktes des Materials.
Schritt 3. Die Oberfläche schmilzt und wird formbar
Während die Energie des Strahls in Hitze umgewandelt wird, erhöht sich die Temperatur des Materials, bis es dessen Schmelzpunkt erreicht. Bei solch hohen Temperaturen schmilzt die Oberfläche und wird formbar, wodurch sich dessen Form verändert.
Schmelzpunkt verschiedener Metalle
Material
Schmelzpunkt
Aluminium 6061
585 °C
Aluminium 380
566 °C
C-Stahl
1425 - 1540 °C
Blei
327,5 °C
Magnesium
650 °C
Edelstahl Qualitätsklasse 304
1400—1450 °C
Edelstahl Qualitätsklasse 316
1375—1400 °C
Schritt 4. Lokalisierte Bereiche erweitern sich, was zu einer Änderung der Oberflächenrauheit führt
Während das Material innerhalb von Millisekunden schmilzt und abkühlt, verändern sich lokalisierte Bereiche auf der Oberfläche. Die Veränderungen der Oberflächenrauheit erzeugen dauerhafte Markierungen.
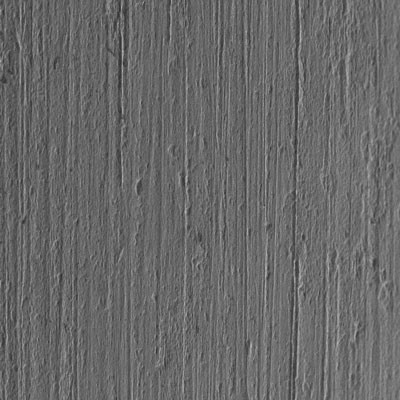
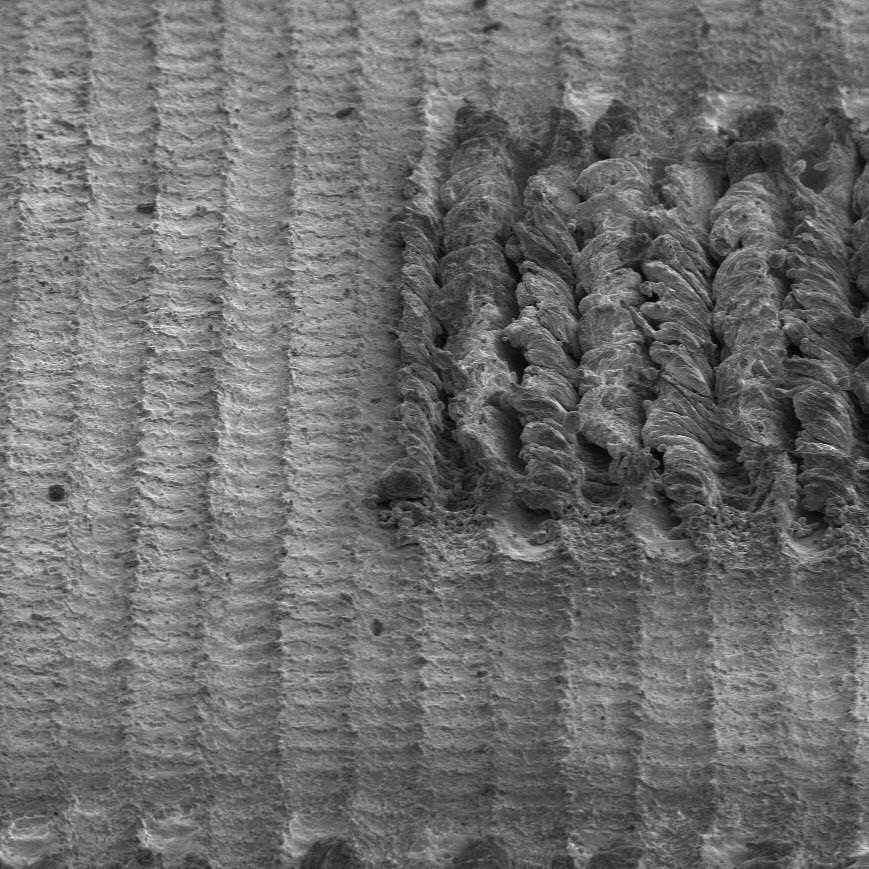
Wie schauen diese Veränderungen der Rauheit aus? Schauen wir uns hierfür vergrößerte Aufnahmen von einem Elektronenmikroskop an.
Vor dem Laserätzen-Prozess
Nach dem Laserätzen-Prozess
Wie zu erkennen, wird die Oberflächenrauheit fortwährend beeinflusst. Die umgestaltete Oberfläche verändert unsere Wahrnehmung von Farben.
Schritt 5. Markierungen mit hohem Kontrast erscheinen auf der Oberfläche
Farbveränderungen erscheinen als Folge der verschiedenen Muster auf der Oberfläche. Für eine hohe Qualität der Markierungen bieten die Farben Schwarz und Weiß den besten Kontrast.
Die folgenden Schemata zeigen, wie durch Laserätzen diese Farben erzeugt werden.
Diffuse Reflexionen erzeugen Weiß.
Dort, wo Lichtstrahlen durch die Oberflächenrauheit in verschiedenen Winkeln reflektiert werden (z. B. diffuse Reflextionen), erscheint die Oberfläche weiß.
Schwarz entsteht durch Absorbierung.
Dort, wo durch die Oberflächenrauheit Lichtstrahlen eingeschlossen werden (z. B. absorbiert), erscheint die Oberfläche schwarz.
So werden mittels Laserätzen Markierungen mit hohem Kontrast erzeugt.
Hier sehen Sie eine Videokompilierung des Laserätzens von Aluminium, die zeigt, wie die weißen und schwarzen Farben beim Laserätzen erzeugt werden.
Erfahren Sie mehr über Laser-Markierprozesse
Bevor Sie sich für eine Beschriftungslösung entscheiden, sollten Sie wissen, welche verschiedenen Möglichkeiten es gibt. Schauen Sie sich die folgenden Posts an, wenn Sie mehr über andere Lasertechnologien erfahren möchten:
Jerome has been working in the high tech industry for at least 10 years, with a background in physics and physical engineering. He has hands-on experience with laser processes, their interaction with materials, and industrial traceability standards.
Die Halbleiterfertigung erfordert unglaubliche Präzision. In einer Branche, in der ein Mikrometer als groß gilt, können selbst kleine Prozessabweichungen die Ausbeute oder Leistung beeinträchtigen. Die Laserbeschriftung von Wafern ist oft die beste Lösung, da sie eine berührungslose Verarbeitung mit hoher Wiederholbarkeit und Integration in automatisierte Arbeitsabläufe bietet.
In der industriellen Fertigung, wo es vor allem auf Geschwindigkeit und Langlebigkeit ankommt, hat sich das Lasergravieren als eine der effizientesten und zuverlässigsten Lösungen für eine hochwertige Teilekennzeichnung bewährt. In diesem Artikel gehen wir auf die wichtigsten Aspekte des Lasergravierens von Aluminium ein – von der Funktionsweise bis hin zur Auswahl des besten Geräts für Ihre spezifischen Anforderungen.
Für die industrielle Laserbeschriftung sind Hochgeschwindigkeitslaser unerlässlich, um straffe Produktionspläne einzuhalten und gleichzeitig hohe Qualitätsstandards zu erfüllen. Doch bei so vielen Angeboten kann die Auswahl schwierig sein. Schließlich wollen Sie eine Maschine, die nicht nur schnell, sondern auch wirtschaftlich arbeitet.