
How Does Laser Cleaning Work in 5 Steps
Laser cleaning is an eco-friendly process used to remove rust, paint, oxide and other contaminants from metal surfaces. Because of its efficiency, it is being used in an increasing number of applications.

Cleaning aluminum before welding is essential to make sure that the end product is structurally strong. While manually cleaning areas to be welded is still common practice, it is time consuming. For many welders, finding an alternative to gain in speed is crucial.
Laser cleaning is an increasingly popular solution in production lines to meet demanding speed and quality requirements. Let’s see what the process can do.
Laser cleaning is a non-contact process that can clean aluminum for welding in a single step. The process removes all types of contaminants at once, including grease, oil, dirt and aluminum oxides.
When the laser beam sweeps the aluminum surface, contaminants are vaporized into dust and fumes that are extracted immediately. The laser delivers the right amount of energy to remove contaminants without damaging the aluminum surface. This ensures that no impurities are introduced in the aluminum.
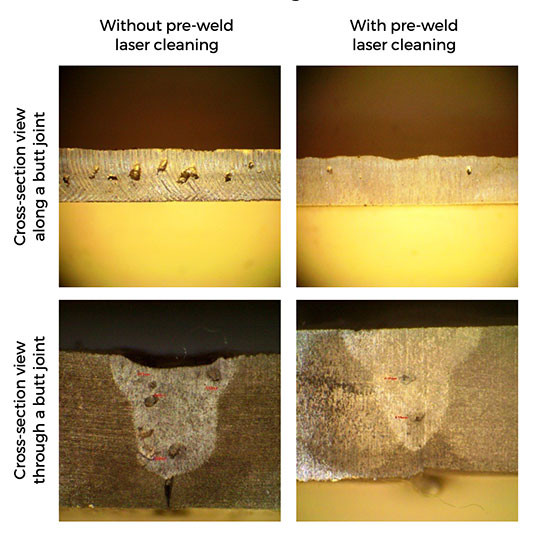
The resulting weld quality is excellent. As shown in our report on laser cleaning for welding, laser cleaning significantly reduces the number and the size of porosities in the weld joints. You can see the results obtained with and without pre-weld cleaning on the following image.
A wide range of laser-oxide removal solutions exist, some of them manually operated while others fully automated.
Laser cleaning is not always a good solution. The cleaning method needs to be chosen on a case-by-case basis. Companies who buy a laser to clean their welds usually do so because they get a high return on investment, save time, and obtain high-quality results. However, lasers require an initial investment that is only worth it if you process a high number of parts.
If you’re interested in learning about the various methods to clean aluminum for welding, you can read our post on removing oxide from aluminum. Here is a quick overview of these methods.
Mechanically removing oxides using rotating brushes (also known as wheel brushes) is usually a good alternative when lasers aren’t fast enough. This can be the case when cleaning thick oxide layers or large surfaces.
Electrochemical oxide removal provides fast and high-quality results. However, an increasing number of welders are moving away from chemicals, as they are expensive, hazardous, and difficult to manage.
Manual cleaning is what most welders do when they’re working on small scale projects. The cleaning process is simple but must be done with care and attention to details. Manual errors are one of the most frequent causes of weld contamination.
The manual cleaning process
Whether you’re doing TIG welding, MIG welding or any other type of welding, there are things you should always do, and others you should avoid. Miller, an important manufacturer of arc welding products, provides useful tips on how to create high-quality aluminum welds.
Trying to weld with dirty base and filler metals adds unnecessary difficulty and can lead to poor weld quality. You also have to deal with the natural oxidation that takes place with aluminum. Suitable preparation prior to welding is important.
EXCERPT FROM WHAT YOU NEED TO KNOW ABOUT CLEANING AND PREPARING ALUMINUM FILLER AND BASE METALS BEFORE WELDING BY MILLER
In their article, they provide tips to help you protect the welds from contaminants that could mix with the weld puddle, even if you cleaned the surface properly. Some of these contaminants include hydrocarbons and moisture that can cause lack of fusion, lack of penetration, and porosity.
If you’re using laser cleaning, you can ignore Miller’s tips on how to clean aluminum before welding. Laser cleaning is a lot simpler. Here are the recommendations that apply if you are using a laser.
After the welding process is over and you’ve done everything right to prevent contaminating the welds, your job isn’t over. You still need to clean the oxide byproducts generated during welding. You may have done this before using a wire brush. However, you can also remove these oxides using laser cleaning.
If you’re interested in laser cleaning to remove oxides and other contaminants for welding applications, contact our experts to discuss your application.

With a PhD in Laser Processing, Alex is one of the two laser experts who founded Laserax. He is now Vice President and Chief Technology Officer, overseeing the team that develops laser processes for laser marking, cleaning, texturing, and welding applications.
Laser cleaning is an eco-friendly process used to remove rust, paint, oxide and other contaminants from metal surfaces. Because of its efficiency, it is being used in an increasing number of applications.
The e-coating process, also known as electrocoating, is a highly reliable method for protecting metal parts against corrosion, UV exposure and wear. By understanding how e-coating works and how to optimize it, you can ensure optimal throughput, reduce defects, and achieve high-quality coatings.
When bonding, coating, painting, printing or sealing, most manufacturers eventually experience adhesion failure, corrosion protection issues, or structural weaknesses. In this article, we will explain what surface treatment is and describe its benefits for various applications. We will also guide you in choosing among today’s 10 most common surface treatment methods.

