High-power lasers, such as those used for marking, cleaning and cutting applications, when they are encased in a properly designed enclosure become 100% safe for workers and passersby. In this video, you can watch this type of enclosure set up as it is used in a laser marking application with a rotating loading mechanism.
Our latest project involved the automation of laser marking on a die cast part. The industrial laser marking system is serviced by a robot and uses a rotating feeding mechanism. The markings occur in a free-standing enclosure. All incident reflected and diffused laser beams stay inside the enclosure. None of the workers or passersby need to wear special individual protective equipment or take any special precautions because of the laser. For more information on laser safety class, read this blog post on the subject. Now, Let’s go into the nitty-gritty details of this laser marking system. For the sake of clarity, we will use Laserax’s modular framework.
A Modular Approach
Laserax has developed a modular approach that provides highly adapted products without the high price of a custom engineered solutions. This approach is composed of three modules: laser, options, enclosure.
The Laser: 3D Fiber Laser Marker (LXQ 3D)
Laserax - LXQ 3D Fiber Laser
The LXQ 3D series is composed of lasers of different intensities. Among the capabilities that allow us to use it in this application is the large part and profile tolerance on immobile parts. As a matter of fact, the LXQ 3D series can focus on parts with positions that vary within a range of +/- 70 mm (close to 6 in.). The part can be slanted, curved or multi-stepped. It is important that the parts have a known profile.
For applications where the profile of the part is unknown. Laserax has also developed the LXQ 3D Vision series, a laser marker that includes a vision system that scans the surfaces to be marked, creates an image of the profile and adjusts the laser parameters that needs to be compensated. Let’s get back to the analysis of our laser marking system with a rotary table.
Now that we have covered the laser module, let’s move on to the options.
The Options
In this application, six options were used:
1- Since we are not using a vision system to ascertain the profile of the parts, a three-point proximity sensor (not shown here) identifies the distance and both tilt angles of the surface to be marked. We are sure that the laser beam will be perfectly focused on the surface to be marked.
Data Matrix Code Reader
2- A code reader takes a digital picture of the laser marking. The picture is analysed and compared to the requested marking, a pass/fail status report is logged. In all cases, the date, time and diagnostic results can be kept on file by the customer.
A contrast level is calculated from the digital image. Enhanced process monitoring can be achieved using the ongoing recording of that contrast level.
LCD Screen
3- An LCD screen displays the picture of the current marking with its status report.
Cabinet for Laser Sources and Controllers
4- A vortex cooled laser source and controller cabinet ensures optimal operating environment protected from dust and high temperatures.
Laserax Human-machine Interface (HMI)
5- Laserax’s human machine interface (HMI) allows operators to interact with the laser marking system.
Dust Extration and Filtration Unit
6- A dust extractor and filtration unit is used to manage the fumes, dust and small metal pieces that might be ejected from the surface being marked.
We have covered all six options used in this application and previously we have discussed the laser used, all that is left to discuss is the enclosure.
Enclosure: Standalone Safety Enclosure with Rotary Loading Mechanism
Standalone Safety Enclosure
The LXQ 3D fiber laser used in this application is very high in intensity. It may be harmful to human skin and eyes. But once embedded in its enclosure, it is completely safe. The design requirements for embedding high-power lasers in laser safety enclosures are clearly outlined in the international laser safety standard IEC 60825-1.
The Automated Laser Marking Process
In this video you will see how die cast parts are marked using an automated laser marking system in an enclosure using a rotary table as a loading mechanism.
Video - Laser Marking Die Casting with Standalone Enclosure Using a Rotary Table
Let's explain what is going on as the parts are being marked with the laser marking system with a rotating table.
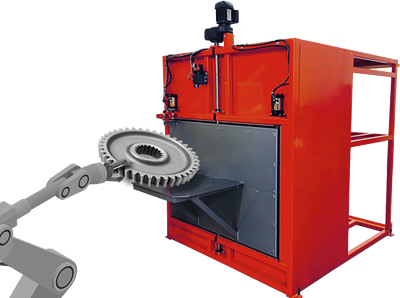
The Laser Safety Enclosure
Standalone Enclosure with Rotary Table
Protruding shelves are affixed to both sides of one of the walls of the enclosure. That wall can turn in 180 degree increments. The enclosure has a machine safety guard on each side to keep workers and passersby out of harm’s way.
Installing the First Part
Rotary Table Is Turning
A first part that needs to be marked is installed on the shelf currently outside of the enclosure. When ready the revolving wall turns 180o, bringing the first part inside the enclosure.
The Enclosure is Secured
Inside the Enclosure
Sensors make sure that the wall has arrived to its final location and that the enclosure is closed and secured. From then on, no incident, reflected or diffused laser array can exit the enclosure.
Part Positioning
A three-point position scanner records the distances to the surface to be marked and generates a plane with this information. The laser marking system establishes the laser parameters required to execute the best marking possible.
Laser Direct Part Marking (DPM)
Video - Typical Laser Marking of a Die Cast Part
The laser then marks on the surface all the information deemed essential and that is possible given the allotted time. An imager takes a picture of the marking and processes it. In this case, the marking consists of a Data Matrix Code (DMC). The picture of the DMC is displayed on an LCD screen, along with a marking quality score that is stored for future reference. Once the marking is completed and the outside shelf has been loaded with a blank part, the revolving door turns another 180o. The first part is now out of the enclosure and a second part is ready to be marked. In the following video you can see a laser marking a die casting.
Interfacing with the Laser System
Laserax’s HMI enables the toggling between manual and automatic production modes. The HMI also manages the communication with other programmable logical controllers (PLCs) on the shop floor. It provides status reports on important sensors and actuators. In addition, it keeps a log of important information, such as the number of parts marked or alarms.
How The Laser Marking System Is Integrated
The revolving loading mechanism is perfect for use with a pick-and-place robot. As the part inside the enclosure is being marked, the robot can remove the one that is outside from its positioning jigs, do other operations on it and install another blank. When the part inside the enclosure is complete, the cycle starts over.
Normand is a well-rounded and autonomous marketing professional with a recent specialization in web marketing. He thrives to share experiences, to apply knowledge, to learn new things and get stuff done.
When precision marking is required on delicate or heat-sensitive materials, ultraviolet (UV) laser technology offers a distinct advantage.
By minimizing thermal impact, UV laser marking creates high-contrast, permanent marks while preserving material integrity and meeting demanding traceability requirements.
Walk into any Hospital and you'll see it immediately. Every single tool, implant, and device has some kind of marking on it. Serial numbers, logos, barcodes. When you're putting something inside someone's body, or even just touching their skin, you need to know exactly what it is, where it came from, and when it was made.
In an industry shaped by strict regulations, globalized manufacturing, and increasing patient expectations, the ability to know exactly where a device has been, how it was made, and where it is going has become essential.