
How Does Laser Cleaning Work in 5 Steps
Laser cleaning is an eco-friendly process used to remove rust, paint, oxide and other contaminants from metal surfaces. Because of its efficiency, it is being used in an increasing number of applications.

Electric vehicles sales are rising and so are the expectations from customers over quality. To ensure that e-motors preserve their efficiency over time, manufacturers protect conductive parts from contaminants with epoxy coating.
Laser cleaning can be used to remove epoxy before laser welding and to remove contaminants before applying epoxy, ensuring a clean surface in both cases.
Here are the subjects that will be covered in this article:
Parts are impregnated into epoxy before being welded to other components. Epoxy laser cleaning is then used on areas that require welding to ensure a clean surface without damaging the metal surface.
In the video below, laser cleaning strips the epoxy coating from an electric motor hairpin.
The alternative is to manually mask the areas that require welding prior to impregnation, and then to remove the masking after the part is coated. The area still has to be cleaned prior to welding, which makes this manual process tedious.
Epoxy laser cleaning consists in first vaporizing the epoxy coating or painting on a metal part. The metal surface is then laser cleaned and ready for the next steps of the manufacturing process.
An optimized laser cleaning process outperforms other epoxy removal methods. The micron-level precision of the laser beam allows for a precise and repeatable process that delivers a clean surface. The laser beam is generated by electricity and does not require any chemicals, nor does it produce waste, making it a promising green technology for coating removal.
Pulsed lasers are ideal to remove epoxy paint or coating from metals because they reach the high energy levels required to ablate epoxy. Each short pulse delivers more energy at each repetition than a continuous laser with equivalent power.
Adjusting the laser’s pulse duration and its repetition rate optimizes laser ablation for epoxy. For example, pulse duration varies between 20 and 500 nanoseconds for Laserax’s lasers. As we’ll see in the example below, changing only one parameter can have a huge impact on the result.
In a recent experiment, Laserax tested different sets of laser parameters on an automotive part made of copper covered in epoxy. The main parameters that were adjusted during this experiment were the laser power, the laser mode, and the quantity of laser passes.
Single-mode lasers have a smaller optical fiber core diameter, and therefore cover less surface at once than multimode lasers. But single-mode lasers deliver laser light in a more efficient way and have a better beam quality than multimode lasers.
The scanning electron microscope (SEM) images below show a part’s microstructure inspection after manual masking, using both single-mode and multimode epoxy laser cleaning. This inspection was made to see if epoxy residues remain on the surface.
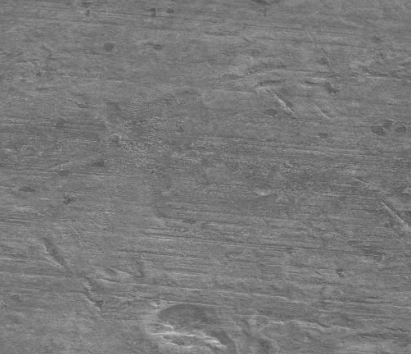

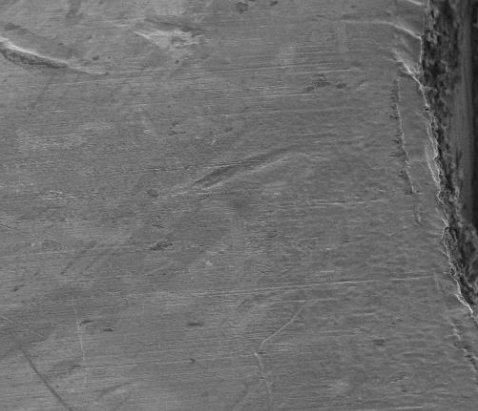
These images were paired with EDX measurements of elements present on the copper surface of each sample. Results revealed that the 500W single-mode laser achieves a better cleaning/epoxy removal quality than the manual process and the 1kW multimode laser.
The 1kW multimode laser is more efficient and achieves a faster ablation rate, but more epoxy residues remain after an equivalent number of laser passes compared to the 500W single-mode laser.
Laser cleaning is often used before applying adhesive materials like epoxy. By removing any contaminants and oxides from the metal surface, laser cleaning provides ideal conditions for an effective adhesion between the metal substrate and the adhesive. The laser can also texture the metal surface to increase adhesion.
The battery housing in the video below is laser cleaned and textured before adhesive bonding. A similar process can be done before applying epoxy.
A range of tests are used to ensure that the cleaned surface is free of any coating or organic contaminant. This is done by quantifying the metal’s wettability with a water contact angle (WCA) test. Wettability defines the ability for a liquid to spread over a solid surface or adhere to it. By measuring the contact angle on the cleaned surface with a surface analysis device, we can see if any contaminant prevents water from spreading. A lower contact angle correlates with a cleaner metal surface.
Cleanliness can also be measured with Relative Fluorescence Units (RFU). RFU values are registered by a fluorescence measurement device which irradiates UV rays on the metal surface and quantify the resulting fluorescence from the contaminants. The lower the RFU value, the cleaner the metal.
Cleanliness is like silence; impossible to measure since it defines an absence. Just as we measure noise to quantify silence, we measure the fluorescence of contaminants to measure cleanliness.
Innovative methods to assemble electric motors in a fast and durable way is becoming the main focus for EV companies and their suppliers.
Epoxy laser cleaning is just one of the promising technologies that can impact the automotive industry. It helps manufacturers scale up their production with a green, sustainable technology, not just to remove epoxy coatings, but many similar applications as well.

Catherine holds a bachelor’s degree in Engineering Physics and a master's degree in Physics. She completed her master’s in partnership with Laserax to develop industrial solutions for the laser texturing of metallic surfaces. She is now the Applications Lab Supervisor at Laserax, where she oversees the team that tests and optimizes laser processes for clients.
Laser cleaning is an eco-friendly process used to remove rust, paint, oxide and other contaminants from metal surfaces. Because of its efficiency, it is being used in an increasing number of applications.
The e-coating process, also known as electrocoating, is a highly reliable method for protecting metal parts against corrosion, UV exposure and wear. By understanding how e-coating works and how to optimize it, you can ensure optimal throughput, reduce defects, and achieve high-quality coatings.
When bonding, coating, painting, printing or sealing, most manufacturers eventually experience adhesion failure, corrosion protection issues, or structural weaknesses. In this article, we will explain what surface treatment is and describe its benefits for various applications. We will also guide you in choosing among today’s 10 most common surface treatment methods.

