Laser ablation machines are increasingly used in the manufacturing and automotive industries. They are a popular option to meet short cycle times, automate processes, reduce operating costs, and add precision to ensure high-quality results.
Choosing a machine for laser ablation can be difficult, as there are countless possibilities when it comes to the types of lasers, the laser options, and the automation features. Keep reading to understand what you need to look for.
Laser ablation is the process of removing material from a surface using the concentrated power of a laser beam. It is used in various industrial applications like:
Surface cleaning
Laser paint removal, or coating removal
Laser oxide and rust removal
Laser marking for traceability, or logo engraving
Laser texturing (also known as structuring or roughening) to improve adhesion before processes like thermal spray coating and adhesive bonding
Laser cutting and drilling
Laser welding
5 Considerations to Choose the Right Laser Ablation Machine
Before choosing a laser ablation machine, you should go over the following considerations. They will guide you in choosing the right type of equipment for your application.
1. Continuous vs. Pulsed Laser Beams
Laser beams can either be pulsed at a set repetition rate to reach high energy peaks, or continuous to release the same energy level all the time. Pulsed lasers are generally better for the ablation process because of their higher peak power.
The heat affected zone of pulsed lasers is also much lower, which makes the process easier to control to prevent damaging parts. Continuous-wave lasers can also be used for ablation and material removal, but only if the laser intensity is high enough.
Pulsed lasers are used for laser marking, laser cleaning, laser texturing, and laser welding.
Continuous lasers are used for laser welding and laser cutting.
For welding applications (which is where there is an overlap), thin or sensitive parts usually require a pulsed laser, as they generate a lower heat affected zone and shallower welds. For deep welds, continuous-wave lasers are better.
2. Laser Power that Meets Your Cycle Time
The laser power is the average amount of energy that can be released during one second by the laser. Higher power lasers can ablate more material over the same time. In the case of pulsed lasers, this often means that more laser pulses are released during the same time, but the pulses themselves are not necessarily more powerful.
Laserax offers pulsed lasers that range between 10W and 3,000W of average power. Here’s how each power level is used:
Category
Output Power
Applications
Regular power
10W to 100W
Laser marking, laser texturing, laser cleaning precise areas
High power
200W to 500W
Deep laser engraving, laser marking at high-speed, laser cleaning precise areas at high speed, laser welding, laser texturing at high speed
Ultra-high power
500W to 3,000W
Laser cleaning large surfaces at high speed
3. Laser Source Based on Your Material
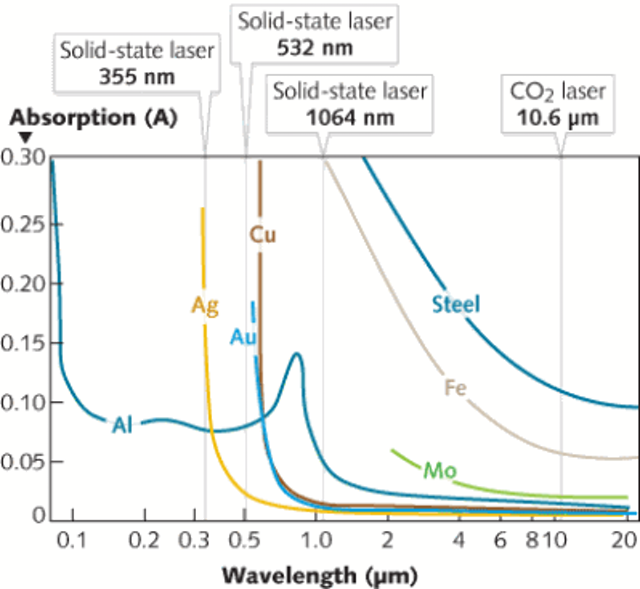
The type of material you will be processing determines the laser source needed in your machine. This is because different types of laser sources generate different wavelengths, and different materials absorb wavelengths differently. Examples of laser sources include CO2 lasers and fiber lasers.
The graph below shows how different metals absorb wavelengths and will help you understand if the laser you’re looking at is appropriate for your application:
Original work published in Laser Focus World reprinted courtesy of Endeavor Business Media, LLC.
At Laserax, our fiber lasers are doped with ytterbium to generate a wavelength of 1064nm. This wavelength can effectively process most metals and is used in all our laser ablation machines to engrave, clean, texture, and weld metals.
4. Multimode Lasers for Ultra-High-Speed Cleaning
The optical cable in fiber laser machines can either be multimode or single mode. Each type offers different advantages and is used for different applications.
Single mode lasers have a smaller spot size, allowing them to focus more energy in a smaller area. They can therefore etch and ablate substrates more effectively. They are used for laser marking, laser texturing, laser cleaning, and laser welding. Most of our turnkey solutions for laser ablation use single mode lasers.
Multimode lasers have a larger spot size. This allows them to remove material from large surfaces faster. The fiber cable core is also larger, which allows more energy to pass through without overheating the laser. This makes it possible to reach higher power levels. Our ultra-high-power laser cleaning system is an example of a multimode laser.
5. The Right Laser Options and Automation Features
Laser ablation machines need to have the right options and automation features for your needs. Common features include:
Laser safety to protect operators on the shop floor
Dust and fume management to keep a clean air and prevent dust accumulation
Gantry systems to cover larger areas
Rotary tables to minimize idle time
Vision systems to account for positioning variations
Guides on How to Choose a Laser Ablation Machine
Our free guides will help you understand everything you need about laser cleaning and marking machines so you can choose the right features.
How to Choose a Laser Cleaning Machine
How to Choose a Laser Marking Machine
Alex Fraser
With a PhD in Laser Processing, Alex is one of the two laser experts who founded Laserax. He is now Vice President and Chief Technology Officer, overseeing the team that develops laser processes for laser marking, cleaning, texturing, and welding applications.
Modern catheter systems are becoming smaller, more complex, and more specialized for procedures ranging from cardiovascular interventions to neurovascular treatments. At the same time, these devices must meet extremely strict manufacturing and regulatory requirements.
Although steel is a strong metal, altering its microstructure with a surface treatment can be necessary to improve hardness and wear resistance. In other cases, surfaces must be cleaned to remove oxides, textured to improve adhesion, or coated for protection.
Laser marking is everywhere—from serial numbers on automotive parts to logos on electronics and traceability codes on medical devices. But not all lasers are created equal, and selecting the right type depends on your material and marking requirements.