Pouch cells are the first choice for many manufacturers because of their high energy density, great power performances and other design advantages. While they are widely used in electric vehicles, automotive OEMs have strong opinions about whether they should be used.
On the one side, General Motors believes that the pouch cell is the winner, claiming they offer high production speed, easy maintenance, and better recycling capabilities.
It’s important to note, however, that the recall was due to manufacturing defects that could have been avoided with better processes, and not an inherent flaw in pouch cells.
In the end, lithium-ion battery manufacturers are constantly looking for ways to increase the efficiency and reliability of their processes while reducing manufacturing costs. The performance and service life of pouch cells largely depend on processing technique.
In this article, we will look at some of the most recent breakthroughs that can improve pouch cell assembly.
What is a Pouch Cell?
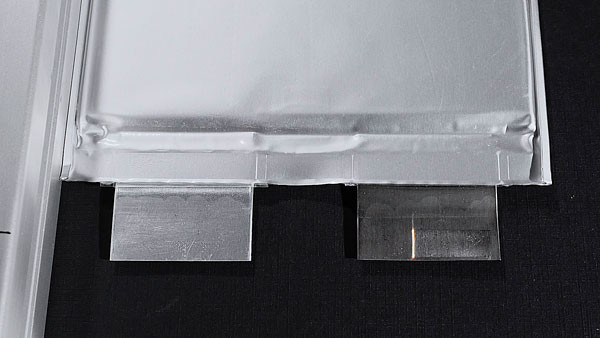
A pouch cell is a soft battery design where most of the cell components are enclosed in an aluminum-coated plastic film. Only two tabs stick out, each welded to current collectors in the pouch. These highly conductive tabs carry out the positive and negative connector tabs and allow to get the electric energy out of the pouch cell.
Inside the pouch, the cell components are arranged in repeated stacks of multiple layers. Each stack contains three layers of solid sheets, two layers of active material, and a liquid electrolyte. When the battery charges or discharges, the ions travel between the cathode and the anode through the liquid electrolyte.
Current collectors: Highly conductive materials (copper and aluminum) that carry out the negative or positive electrical current through external tabs.
Active material: A coating applied on each current collector that causes the electrode reaction. It is also called the electrode.
Anode: The combination of the negative current collector and the active material.
Cathode: The combination of the positive current collector and the active material.
Separator: A membrane that prevents electrical contact between the anode and the cathode (and hence short circuits) but lets the ions (i.e., electrically charged atoms) pass through.
How Are Pouch Cells Made?
To ensure the optimal quality and safety of their batteries, pouch cell manufacturers go through a set of precise steps. The procedure can vary depending on the pouch cell manufacturer, but it is essentially the same principles. Here’s an overview of what these steps look like.
1. Preparing the electrode sheets
Electrode sheets contain the following ingredients:
Binding agent/solvent: Brings together all the ingredients to obtain a homogeneous paste. Examples include polyvinylidene fluoride and N-Methyl-2 pyrrolidone.
Active material: Produces electrical energy during discharges. Examples include lithium-metal oxide for the cathode and graphite for the anode.
Conductive material: Increases electrical conductivity. Examples include carbon black and graphite.
These ingredients are mixed under vacuum to prevent air bubbles from getting whipped into the paste as well as moisture from contaminating the lithium oxide and electrolyte. When the paste is homogeneous, it is moved to a machine called the coater where it is poured onto a sheet of a highly conductive metal foil (the “current collector” in the final assembly). This coater machine then scrapes off excess paste and dries the remaining paste.
Once dried, the semi-shaped electrode is placed into a rolling press to be compressed at high pressure. The goal of this operation is to achieve the right porosity and thickness for the final electrode sheet. The higher the porosity, the better the electron flow, which increases the cells’ performance.
At this point, the sheet can be cut into the desired shape and size, leaving a conductive tip at the top for the tab.
2. Assembling the pouch cell
With the electrode sheets prepared, the pouch cell is assembled in a controlled environment to prevent moisture from damaging the battery cell components.
The first step in the assembly consists in welding a metal strip to the current collector. This strip will later be used to fix the terminals. It is traditionally welded using ultrasonic bonding, but laser welding is gaining in popularity.
Using a stacking machine, the separator is placed between the electrodes, forming a stack that is inserted in the pouch. The sides of the pouch are joined together with a method called heat sealing, leaving one side open. An electrolyte filling system is then used to add the liquid electrolyte into the cell.
Then, the cell is sealed using a vacuum sealing machine, and the pouch cell assembly is complete. The pouch will protect and hold together the components.
At this point, the assembled cell is ready for the final step called “formation”. The formation step is key to the cell finishing process. During formation, a critical solid-electrolyte-interphase (SEI) layer is formed by passing current through the cell or charging the cell for the first time.
Pouch Cell Limitations in Battery Pack Assembly
To assemble pouch cells into battery modules and packs, some limitations must be addressed early in the battery design. Here are the most important ones.
Easy Access to the Tabs When Making Connections
Having easy access to the tabs is essential to make electrical connections with the rest of the battery components. This must be planned for in the mechanical design.
For example, the choice of the welding method used to make the connections can cause mechanical limitations. Ultrasonic bonding requires more free space near the tabs than laser welding which can be done from a distance and without contact.
Pouch cells can gain up to 10% in volume after over 500 charge cycles due to a phenomenon known as swelling (which is when gases are generated during charges and discharges). When multiple pouches start swelling, the gain in volume adds up, causing pressure on the cell components such as the welds.
To prevent damages caused by changes in volume, the mechanical design needs to manage the pressure applied on the cells. For example, some battery designs include springs to create an opposing pressure on the pouches, preventing them from gaining too much volume.
The additional design complexity required to counter-balance this mechanical deformation reduces the pouch cell’s intrinsic energy and power density advantage.
Volumetric Energy Diminished by Heat Transfer Plates
Heat management for pouch cells presents unique challenges. With cylindrical cells and prismatic cells, heat can be extracted on the pack’s sides. But with pouches, heat needs to be extracted in between cells.
To do this, heat transfer plates (made of aluminum) are inserted in between each pouch to transfer heat to the sides of the pack where cold plates are located. Other designs directly include the cold plates between the pouches.
The addition of transfer plates creates a challenge to optimize the battery pack’s volumetric energy. Pouch cells are known for their very dense volumetric energy, which means that they use less space than other types of cells. But in a battery pack where there are over a hundred pouch cells, this advantage is somewhat neglected by the addition of heat transfer plates.
New Methods for Pouch Cell Assembly
Although pouch cells present challenges and limitations, new technologies can help mitigate or overcome these issues. Here are some of the most promising technologies for the pouch cell battery industry.
Laser Cleaning Battery Tabs Before Ultrasonic Bonding
Ultrasonic bonding is a well-established technology in battery production lines. For pouch cells, the process is used to weld battery tabs to current collectors inside the pouch and make connections with busbars, motor winding terminals, and other inductors.
Before performing ultrasonic bonding, surfaces to be joined must be perfectly clean to guarantee the quality of the electrical contact and the weld strength. The best method to clean battery materials is laser cleaning. This process removes coatings and contaminants like varnish, oxide, epoxy, and oil with high precision and repeatability.
Laser Welding Alternative to Ultrasonic Bonding
Laser welding is an innovative method that is increasingly used to replace ultrasonic bonding in pouch cell production lines. One of its advantages is that surfaces to be welded can be cleaned and welded in a single operation. This is because the laser process can also vaporize contaminants, neglecting the damage they could cause to the welds.
With ultrasonic bonding, contaminants affect weld quality because the heat generated between the joined surfaces is so low that the surfaces can actually be welded to the contaminants. By replacing ultrasonic bonding with laser welding, battery manufacturers simplify their production process by effectively removing an extra step.
Laser Technology in Assembly Lines
With the rapid growth of EVs all over the world, battery manufacturers are working hard to optimize their processes and the efficiency of their assembly lines. Laser technology is one of the key technologies that can help battery manufacturers meet their production and quality requirements as well as their green goals.
Technical expert and consultant in batteries and electrical propulsion systems, Stéphane holds a Physics degree with specializations in Photonics, Optics, Electronics, Robotics, and Acoustics. Invested in the EV transformation, he has designed industrial battery packs for electrical bikes. In his free time, he runs a YouTube channel on everything electrical.
In recent years, data centers have experienced unprecedented growth, mainly driven by the rapid expansion of artificial intelligence (AI). This surge comes with massive energy demands, with more centers being built, and computing workloads becoming far more energy intensive.
While lithium-ion batteries dominate the electric vehicle market, there are continuing concerns about shortages of raw materials, costs, and extraction and mining practices. Lithium production is expensive and it’s not particularly eco-friendly.
Lithium-ion batteries have been powering our devices and electric vehicles for years, but solid-state batteries are now heralded as the next big thing. But how accurate is that claim?