Diecasts can now be identified right at the exit of the casting machine to ensure foolproof traceability
A Changing Automotive Environment
Your customers’ requirements are changing and if you don’t stay on top of their needs, what is currently acceptable will become obsolete in a not too distant future. Future-proof your products and be part of a select group of innovators by showing continuous, individualized traceability from ingots to final product.
It is estimated that between 25% and 50% of diecasts have to go through shotblasting as a means to achieve a uniform surface finish. It is a very aggressive surface treatment that leaves little chances to the legibility of direct part marking and even to metallic labels.
Until the launch of Laserax’s patent pending shotblast resistant marking solutions, it was impossible to uniquely identify a part that was going to be shotblasted.
In the past, die casters turned to lot identifications or batched part-to-part identification at the end of the production process. Both solutions are not conducive to a lean manufacturing process and beat the purpose of industrial traceability.
Laser Direct Part Marking for Industrial Traceability with Data Matrix Codes
Laser direct part marking (LDPM) has many advantages. It is a fast process that can be carried out as the parts cool off. It also requires no costly consumables. Furthermore, LDPM is very robust; the markings resist wear over time.
Figure 1 - Typical Data Matrix Code
Data Matrix Codes (DMCs), such as the one shown in Figure 2, are made of black and white squares arranged in what looks like a random pattern. There is always an L-shaped frame along the left and bottom borders. And alternating black and white cells along their top and right borders called the clock.
DMCs have a special encoding algorithm that prevents the loss of information even when up to 60% of the code surface was rendered illegible. It also features a huge density of information which reduces the size of the marking and thus the marking time.
The Development of a Shotblast Resistant Marking
The first step in any development process of the sort is to find some form of a basis of comparison, known as a benchmark. In our case, we decided to use ISO 29158. It was developed especially to assess the symbol quality of direct marked parts when the reading device is a two-dimensional imager.
ISO 29158 uses different parameters to grade the legibility of markings. We will focus on the contrast of the markings as the other parameters are mostly unaffected by shotblasting.
The First Hypothesis: Deep Laser Engraving
At first, we believed that digging deeper into the material would protect the marking from the impact of the shotblast medium. The result of the tests conducted by our laser technology experts demonstrated the fallacy of this hypothesis. The contrast rating of the DMCs created with deep laser engraving was not good. However, it allowed us to come up with a second hypothesis.
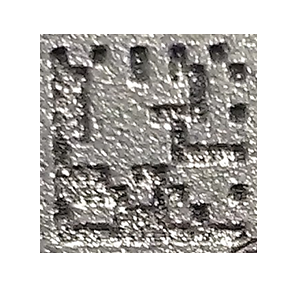
Figure 2 - Shotblasted DMC with a highly contrasted clock
As can be seen in the photo above, the dark cells that only had pale cells as neighbors had a better contrast. Compare the last column of cells on the right of the DMC to any of those in the middle of the DMC.
The darkness of the black cells without neighbors is much better than that of those with dark neighboring cells.
A Second Hypothesis: Separating Adjacent Dark Cells
The new working hypothesis is that this wall will have the same effect as the absence of neighboring dark cells on the contrast of the DMC, as observed in Figure 3 below.
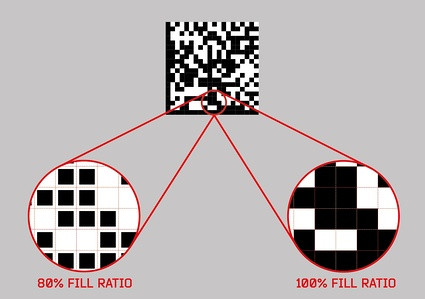
Figure 3 - Illustration of a fill ratio
According to ISO 29158, using a fill ratio of 80% does not affect the legibility of a DMC; it provides every cell with a wall that protects it against the impact of the shotblast media.
Our laser technology experts tested with different parameters to establish the best performance for a DMC that was comprised of a 10 x 10 matrix on A380 aluminum alloy and shotblasted with an S170 cast steel shot for 90 seconds.
Experiment variables:
Cell size was varied between 0.3 mm and 1.6 mm
Cell depth was varied between 0.15 mm to 0.60 mm and with 0.15 mm increments
All cells had a fill ratio of 80%.
A Cognex DM262X with an ISO 29158 enabled grading system was used to compare the contrasts of the 85 configurations tested. We chose to disregard the criteria that required the L-shaped frame to be continuous. In order to have great contrast, we have to break continuity between adjacent dark cells. The good news is that it doesn’t impact much the legibility of the DMCs by scanners or vision systems.
Experiment Results
Under the aforementioned conditions, it was possible to get a DMC with a Grade B contrast and with a marking that took less than 10 seconds to engrave.
Other results:
Minimum cell size to register a contrast reading: 0.4 mm
Maximum cell size to register a contrast reading: 1 mm
Cells with size varying between 0.5 mm and 0.9 mm are weakly dependent on the depth
Cells with sizes varying between 0.95 mm and 1.6 mm are dependent on the depth
Cell depths over 0.45 mm bring little contrasts improvement but take much longer to engrave.
Conclusion
The requirements of the automotive industry’s suppliers are getting more and more strict. Part-to-part industrial traceability is a way to increase the value of your parts in the eyes of buyers.
Until now, there was no direct part marking technologies in the market that provided adequate traceability through the shotblasting process.
Our laser technology experts devised an exclusive, patent-pending process to permanently identify parts that resist shotblasting. Although results may vary and optimization of the parameters may be required for your specific process and alloy, we provide here the result of this case study.
Case Study Result
Two scenarios were identified for A380 aluminum shotblasted with an S170 cast steel shot for 90 seconds., a time-constrained and a contrast maximized scenario.
International Standard Organisation (n.d.). ISO/IEC TR 29158:2011 Information technology -- Automatic identification and data capture techniques -- Direct Part Mark (DPM) Quality Guideline. Retrieved November 19, 2018, from https://www.iso.org/standard/45237.html
Normand Lemieux
Normand is a well-rounded and autonomous marketing professional with a recent specialization in web marketing. He thrives to share experiences, to apply knowledge, to learn new things and get stuff done.
When precision marking is required on delicate or heat-sensitive materials, ultraviolet (UV) laser technology offers a distinct advantage.
By minimizing thermal impact, UV laser marking creates high-contrast, permanent marks while preserving material integrity and meeting demanding traceability requirements.
Walk into any Hospital and you'll see it immediately. Every single tool, implant, and device has some kind of marking on it. Serial numbers, logos, barcodes. When you're putting something inside someone's body, or even just touching their skin, you need to know exactly what it is, where it came from, and when it was made.
In an industry shaped by strict regulations, globalized manufacturing, and increasing patient expectations, the ability to know exactly where a device has been, how it was made, and where it is going has become essential.