
How Does Laser Cleaning Work in 5 Steps
Laser cleaning is an eco-friendly process used to remove rust, paint, oxide and other contaminants from metal surfaces. Because of its efficiency, it is being used in an increasing number of applications.

The e-coating process, also known as electrocoating, is a highly reliable method for protecting metal parts against corrosion, UV exposure and wear.
Thanks to its uniform coverage, precise thickness control and high cost-efficiency, it’s widely used in automotive, aerospace and heavy equipment industries.
By understanding how e-coating works and how to optimize it, you can ensure optimal throughput, reduce defects and achieve high-quality coatings.
Table of Contents
Electrocoating is a process that uses an electrical current to deposit a uniform, protective paint film onto metal parts.
Unlike other common methods like spray painting and powder coating, e-coating ensures that hard-to-reach areas, such as internal cavities, deep recesses or edges, are consistently covered, making it ideal for complex parts.
The process involves immersing the parts in an e-coat bath, a water-based coating solution containing suspended paint particles.
Because the parts and paint particles have opposite electrical charges, a precise electrical current allows the e-coat system to deposit paint and form a uniform coat on the metal surface until the desired film thickness is reached.
The voltage level applied in the e-coat bath can deliver different film thicknesses:
Most high-production lines aim for film thicknesses between 12.5 and 30 microns.
What makes this process particularly precise and efficient is its excellent throwing power. It refers to the ability of e-coating to deposit a uniform layer of paint particles on all the surface areas of intricate parts.
This key ability counteracts the Faraday Cage Effect, contrary to solvent-based spray and powder coating processes.
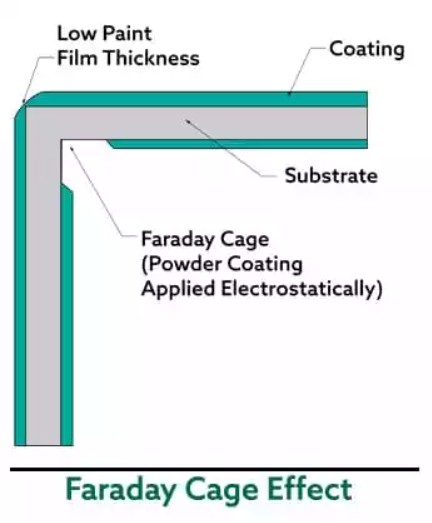
This undesirable effect occurs when repulsive electrostatic fields shield against the coating’s penetration around the interior areas of a metal part (e.g., edges and deep recesses), resulting in inconsistent or missing coating.
When properly used, e-coating systems ensure that even hard-to-reach areas are consistently coated.
Because of how e-coating works, the process is only effective on conductive metals, including:
Although some metals (e.g., brass, copper and galvanized steel) are already resistant to corrosion, e-coating can further enhance their properties and considerably reduce the risk of rust, moisture damage, abrasion and weathering.
E-coating can be applied as a topcoat, or as a primer before adding the final layer of automotive paint or aerospace coating, for example.
In simple terms, an e-coat application is like giving metal parts an electric paint bath. Let’s clarify and detail each step.
In this pretreatment step, we aim to ensure optimal adhesion of the e-coat and prevent defects such as pinholes, cracking, blistering, uneven coating, or premature corrosion.
This stage involves cleaning the metal surface to remove contaminants like oil and dirt, which attach themselves to the free molecules located on the substrate’s surface.
Proper surface preparation can be achieved through liquid-based cleaning and rinsing or laser cleaning. This step liberates the molecules from the attached contaminants and activates the surface to bond chemically with the e-coat, as shown in this video:
After the cleaning process, a zirconium or phosphate-based chemical pretreatment (e.g., zinc-phosphate) can also be applied.
This optional pretreatment is called a conversion coating, because it converts the metal’s oxide surface layer into a thin coating that adds extra adhesion, corrosion resistance and durability.
After thorough surface preparation, the parts are carried over to the e-coat bath for immersion.
Once ready to be electrocoated, the parts are plunged into a paint bath containing approximately 85% deionized water and 15% paint solids.
This water-based solution is intentionally free from mineral ions to ensure a uniform coating and avoid unwanted electrochemical reactions.
The paint solids carried by the deionized water consist of epoxy or acrylic resins that provide durability, corrosion protection and UV resistance. They also contain pigments that give the metal surface a colored, glossy finish.
The e-coat system must continuously agitate those paint solids to avoid separation and maintain a uniform bath concentration. The bath's pH, temperature and chemical composition must also be carefully monitored to maintain the e-coating’s consistent adhesion and thickness.
After the part is completely immersed in the bath at a temperature between 60-80°F, a precise electric current is applied to achieve electrodeposition.
This is the key step where the e-coat application is achieved. Electrodeposition begins by applying a direct current charge to the bath through electrodes for 1 to 6 minutes.
Due to their opposite electrical charges, the charged coating particles are attracted to the immersed metal parts through the resulting electrical field. The higher the voltage and the longer the immersion, the thicker the coating.
The coating particles lose their charge as they gradually cover the part’s multiple surface areas, forcing other particles to reach uncoated areas until the process stops. This results in uniform coating and minimal paint waste.

The electrodeposition ends when the acrylic or epoxy paint film reaches the desired thickness and insulates the coated parts, stopping further deposition of paint particles on the material’s surface.
At that point, the parts are removed from the e-coat bath and carried to the post-rinsing station.
Thorough rinsing is necessary to remove excess paint left on the parts’ surfaces before the last step, since it can affect the overall performance and appearance of the finished part.
Post-rinsing consists of immersing or spraying the parts with water until all excess paint is removed. Once the parts are rinsed, the coating particles are separated from the rinse water and returned to the e-coat bath.
Almost all the unused paint solids can be recovered at this step for cost-effectiveness and minimal waste.
After the parts have been rinsed, a visual quality check is generally done to assess the coating’s uniformity across all surfaces before curing.
An oven cure is necessary to solidify the e-coat and maximize its protective properties. Curing time for e-coated parts typically ranges between 20 and 30 minutes.
The temperature must be controlled and monitored so the e-coat solidifies without overheating the metal parts and affecting its flexibility or aesthetics. For most industrial applications, the recommended oven curing temperature is 375°F.

During this phase, the coated parts undergo a chemical reaction called crosslinking. The oven’s heat triggers a bonding reaction between the e-coat molecules, causing them to link tightly to each other and form a hard, resistant surface layer. Crosslinking is the key to e-coating's mechanical strength, corrosion resistance and long-term durability.
Once cured, the parts are unloaded from the oven, cooled down, and carried to the next point in the production line for further processing or shipment.
The e-coating process has several advantages over other industrial coating methods like solvent-based spray and powder coating:
Although e-coating requires a considerable initial investment (e-coat bath, curing oven, racks, voltage control system, etc.), it can process multiple parts simultaneously and generates minimal material waste since most of the paint solids are recovered.
The labor costs are also up to 50% lower than other methods.
Since the parts are immersed in an e-coat bath rather than sprayed, the coating layer is consistent even on hard-to-reach areas.
Achieving complete coverage through powder and solvent-based spray coating is difficult and will most likely cause overspray issues.
The precise voltage applied to the e-coat bath ensures uniform coatings and excellent protective properties with layers as thin as 12 micrometers, a gold standard for many automotive, aerospace and electronics applications.
Powder coating can hardly deliver thicknesses below 30 micrometers, which isn’t suitable for most industrial coating applications.
Spray coating can work within the same thickness range as e-coating, but ensuring consistent thickness is much more challenging, especially with complex geometries.
The crosslinking reaction during the curing step gives e-coating excellent bonding strength on clean metals, with up to 97% of the paint adhering to the surface.
Powder coating also adheres well to metal surfaces but is subject to peeling or cracking if too little or too much powder is applied.
These defects are even more frequent with spray coating because of its thinner layer and higher recontamination risk due to volatile organic compounds (VOCs).
E-coating uses a water-based solution that eliminates flammable solvents and minimizes waste and VOC emissions, issues we find in spray coating.
Powder coating, while solvent-free, still requires strict dust control to prevent inhalation and explosion risks.
Thus, the safety requirements of e-coating are greatly reduced, simplifying compliance with workplace safety and environmental regulations.
The chart below summarizes how e-coating compares to powder and spray coating.
Factor | E-Coating | Powder Coating | Spray Coating |
Initial Cost | High | High | Moderate |
Efficiency | 95-97% | 60-70% | 30-35% |
Uniformity | High | Moderate | Low |
Thickness | 12-50 microns | 30-60 microns | 12-18 microns |
Adhesion | Excellent | Good | Moderate |
Safety | High | Moderate | Low |
Achieving the best e-coating results requires attention to several critical factors. Here are some key considerations that could optimize your process:
In addition to thoroughly cleaning the part’s surface to remove all contaminants, slightly increasing its surface roughness can also improve e-coat adhesion.
With laser texturing, for example, you can increase the metal’s effective surface area by creating microscopic peaks and valleys, giving more surface for the e-coat to adhere through mechanical interlocking. The recommended average roughness (Ra) for e-coating applications is 2 microns.
The parts must be positioned in the bath so that the electrical current flows evenly over the entire surface.
A well-designed rack ensures secure part positioning and orientation with minimal contact points to avoid masking issues and visible rack marks.
Fixtures should ensure vertical and horizontal spacing to prevent contact with equipment and other parts. Adjustable crossbars and hooks can also give more flexibility for reconfiguration and rack cleaning.
Monitoring the e-coat bath’s temperature and chemical balance with pH and conductivity meters is essential for optimal e-coating. Doing so can prevent bath contamination and chemical instability, resulting in coating defects and increased operational costs.
Routine bath analysis and preventive maintenance, like filtering and chemical restoration, help detect and address contamination issues and minimize rework costs and downtime.
Selective e-coating removal is essential for applications like battery trays and covers, and automotive seat rails. If you do not remove the e-coat from certain areas, you may face sealing, bonding or welding failures.
Traditional masking methods are slow, error-prone and labor-intensive, but high-power, multi-mode laser cleaners offer a fast, precise and non-contact alternative to minimize scrap and rework. They can selectively remove e-coat at speeds up to 3.5 in²/sec without affecting the substrate, reducing operational costs.
Laser technology is increasingly used to optimize e-coating processes through surface preparation and selective removal.
If you’re interested in learning more, contact us to speak with one of our experts.

Catherine holds a bachelor’s degree in Engineering Physics and a master's degree in Physics. She completed her master’s in partnership with Laserax to develop industrial solutions for the laser texturing of metallic surfaces. She is now the Applications Lab Supervisor at Laserax, where she oversees the team that tests and optimizes laser processes for clients.
Laser cleaning is an eco-friendly process used to remove rust, paint, oxide and other contaminants from metal surfaces. Because of its efficiency, it is being used in an increasing number of applications.
When bonding, coating, painting, printing or sealing, most manufacturers eventually experience adhesion failure, corrosion protection issues, or structural weaknesses. In this article, we will explain what surface treatment is and describe its benefits for various applications. We will also guide you in choosing among today’s 10 most common surface treatment methods.
Removing surface contaminants is an essential step that directly impacts the performance and durability of materials and components. Understanding surface contamination helps compare standard decontamination methods and how laser technology differentiates from traditional approaches.

