With their unmatched ability to process materials with high precision and minimal thermal damage, Ultraviolet (UV) lasers have become essential tools across industries as diverse as microelectronics, medical devices, automobiles, and even consumer goods packaging.
From high-precision micromachining to high-speed marking for product traceability and regulatory compliance, UV lasers today provide an optimal solution for many manufacturing challenges.
In this article, we’ll reveal why UV lasers are so effective in these applications. First, we’ll look at the unique optical properties of UV light. Then we’ll explore some of the laser technologies used to generate it, and, finally, outline some of the current materials processing applications that employ UV lasers.
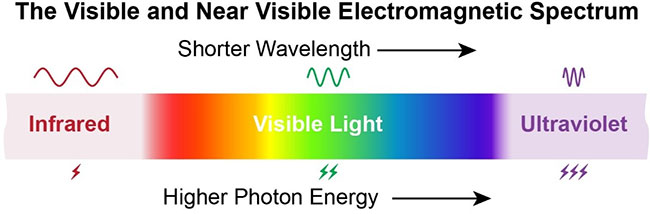
UV refers to electromagnetic waves that have shorter wavelengths than visible or infrared light.
UV photons also have higher energy than visible or infrared photons.
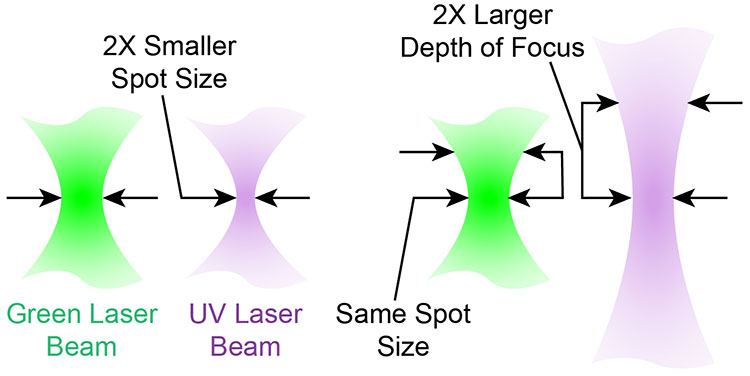
This shorter wavelength and higher energy impacts laser processing in several significant ways. One key factor relates to how tightly different laser wavelength beams can be focused. Beam Focus decreases linearly with wavelength.
Because of this, UV lasers can focus down to smaller spot sizes than longer wavelength sources.
For example, a 266 nm (UV) laser can form a spot that is half that achievable with a 532 nm (green) laser. This makes it possible to create very fine details and work on materials with great accuracy.
Wavelength also affects the depth of focus (how deep the laser can stay in focus). When lasers of different wavelengths are focused to the same spot size, the shorter wavelength beam stays focused over a longer distance.
For example, a 266 nm laser would offer twice the depth of focus of the 532 nm laser, or 4X the depth of focus of a 1064 nm laser.
Long depth of focus is highly beneficial in real-world materials processing applications. It makes the optical system more tolerant of variations in surface height and less affected by misalignments or slight defocusing.
This reduces system sensitivity to material thickness or position. This widens the process window and can result in increased throughput and better results.
The higher photon energy of UV light also has a large impact on materials processing. UV photons carry enough energy to directly break molecular bonds in certain materials, particularly polymers and organics.
This direct bond breaking is called photoablation. Unlike the thermal material removal mechanism typical of longer wavelength lasers, photoablation allows clean, localized processing with minimal heat transfer to surrounding areas.
Finally, most materials absorb UV light better than longer wavelengths, so the laser only affects a very thin surface layer. This allows for precise surface work without damaging what's underneath and makes it possible to process a wider variety of materials.
Together, these characteristics – tight focus, large depth of field, non-thermal interaction, and high absorption in most materials – produce the unique capabilities of UV lasers.
Namely, these are the ability to create small features, to precisely control interaction depth, to minimize thermal impact on surrounding areas, and to process materials that are problematic for longer wavelength lasers.
Of course, UV lasers also have some drawbacks, too.
In particular, UV light is absorbed by many types of glass and other materials used in optical systems. As a result, beam delivery optics for UV lasers (lenses, optical fibers, modulators and other photonic components) are typically more expensive than their visible wavelength counterparts.
Plus, the high-energy UV light damages optics over time, meaning more frequent replacement and associated maintenance downtime.
UV Laser Types
There are far fewer types of UV lasers than those with longer wavelengths. The reasons for this have to do with atomic and molecular physics. Specifically, the electronic transitions needed to produce UV light are less common, difficult to sustain, and often overwhelmed by losses.
The most important commercially available UV sources for materials processing are:
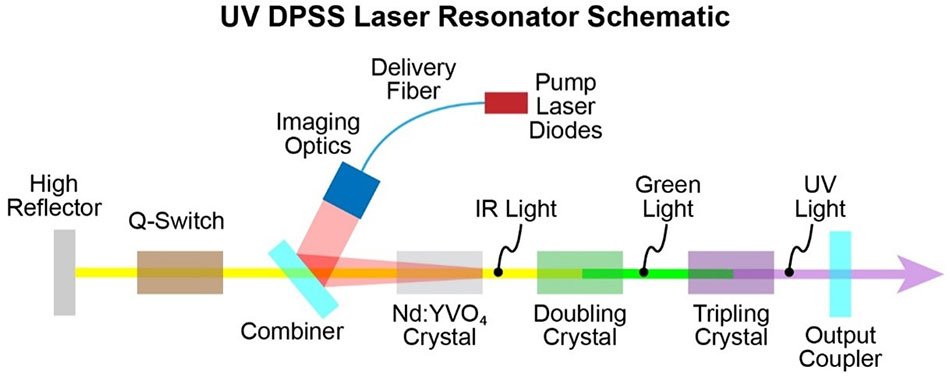
The majority of these are based on Nd:YVO₄ (vanadate) laser crystals, with Nd:YAG usually reserved for higher energy per pulse applications. Both these crystals emit infrared light at 1064 nm, which is then converted to UV through harmonic generation. This is most commonly 355 nm (third harmonic) and less frequently 266 nm (fourth harmonic).
The figure below shows how the IR output of the laser crystal is first converted to green (doubled), and then to UV (tripled) using a series of nonlinear crystals.
DPSS UV lasers operating at 355 nm have become the workhorses of industrial micromachining and marking due to their attractive combination of power, beam quality, reliability, and cost.
If you need to carry out precise material removal or transformation tasks (such as marking), Q-switched DPSS lasers can efficiently handle a wide range of these processes, with high speed, minimal downtime, and relatively low operating costs.
Ultrashort Pulse Lasers
Ultrashort pulse lasers have pulse durations in the picosecond and femtosecond regimes. This is typically 1,000 to over 30,000 times shorter than the pulse durations of Q-switched DPSS lasers.
These systems usually generate ultrashort pulses by taking the output of an infrared, mode-locked DPSS or fiber laser and then use one or more stages of amplification to increase the pulse energy. Frequency multiplication then converts the output from infrared to UV.
Ultrashort pulse lasers are significantly more expensive than Q-switched DPSS lasers and typically deliver lower throughput rates. However, they have gained traction in some of the most demanding applications because of their unparalleled ability to perform material removal and marking with extreme spatial precision and virtually no heat-affected zone (HAZ).
They achieve this because their extremely short pulse duration delivers all the laser energy before heat has time to diffuse within the material (cold processing). Additionally, their high peak pulse power can induce nonlinear absorption mechanisms, allowing them to process materials that typically don’t absorb laser light.
Excimer Lasers
Excimer lasers are unique in just about every aspect. They produce pulse energies that are 100s to 1000s of times higher than other UV laser types, although they typically operate at much lower repetition rates.
Excimer lasers work by sending a strong electrical charge through a mix of noble gases, creating a temporary high-energy molecule called an excimer. When this molecule breaks apart, it releases a burst of UV light.
Excimer output beams don’t resemble the highly collimated, small-diameter beams produced by solid-state and fiber lasers. Instead, they are usually large, poorly collimated, rectangular beams which are often 10s of millimeters in each dimension. Excimers are also much more expensive and difficult to operate than other lasers.
Because of these characteristics, excimer lasers are limited to applications that require illuminating large areas with a high dosage of UV light.
One of the most common applications for excimer lasers is annealing the silicon backplane for high-performance cellphone displays.
Fiber Lasers
While infrared fiber lasers have become the dominant technology for high-power industrial lasers, their UV counterparts remain far less common. This is because it’s difficult to generate UV light efficiently and reliably within a fiber-based architecture.
All fiber lasers produce IR light, which must then be frequency tripled to deliver UV. But this process isn’t nearly as straightforward as for DPSS lasers.
One reason is that standard silica fibers darken under UV exposure, meaning specialized and costly fiber materials (that have limited longevity) are required. Plus, frequency conversion demands exceptional beam quality, stable polarization, and high peak power.
Direct Diode Lasers
Direct diode UV (375 nm) lasers are typically built on gallium nitride (GaN) technology. Like other diode lasers, these sources are compact, electrically efficient, and relatively inexpensive compared to other types of UV lasers.
However, they remain poorly suited for all but a few specialized industrial materials processing applications.
The primary limitation is output power. Even high-performance direct (375 nm) diodes typically produce only a few hundred milliwatts, which is well below the power threshold needed for effective ablation, cutting, or deep engraving.
Beam quality is another concern. These lasers often operate in multimode configurations and exhibit elliptical or asymmetric beam profiles. This complicates focusing and results in low energy density at the target.
In addition, while 375 nm is technically UV, this wavelength has much lower photon energy than 355 nm or 266 nm. This has a big impact on material processing because many materials (especially plastics and clear surfaces) absorb less light at longer UV wavelengths.
As a result, direct diode lasers tend to produce low-contrast or incomplete marks and are generally ineffective for clean ablation or precise micromachining.
Industrial UV Laser Summary Chart
Laser Type
Available Wavelengths
Pulse Duration
Typical Power
Beam Quality
Cost
Q-Switched DPSS
355 nm 266 nm
10s of ns
10s of Watts
Excellent
Moderate
Ultrashort Pulse
355 nm 343 nm
266 nm
~10 ps ~350 fs
<50 W (ps) <10 W (fs)
Excellent
High
Direct Diode
375 nm
CW
200 mW
Moderate
Low
Excimer
193 nm 248 nm 308 nm 351 nm
10s of ns
10s to 100s of Watts
Poor
Very High
Fiber
355 nm 266 nm
<10 ns
<10 W
Excellent
High
UV Lasers Applications
UV lasers are typically more expensive than their infrared and green counterparts and often deliver reduced throughput due to their lower output powers.
Nonetheless, they are still widely employed in applications where longer-wavelength lasers simply fall short.
There are several reasons for this. For one, UV wavelengths can interact with materials that reflect or transmit longer wavelengths, enabling UV lasers to process a broader range of substrates. They also typically deliver greater precision and minimize thermal effects.
Some of the most important industrial applications where UV lasers shine include cutting, marking, cleaning and texturing.
UV Laser Cutting
UV lasers are used for cutting when precision, low thermal impact, or the ability to process challenging materials outweighs the need for high speed or cut depth.
In contrast to CO₂ or high-power fiber lasers, which are widely utilized for bulk material cutting of thick substrates, UV lasers excel at microscale or thin substrate cutting.
Most UV laser cutting is performed with DPSS or ultrashort pulse lasers, with fiber lasers being employed much more rarely. DPSS lasers are the dominant technology because they are available with the highest output powers, which translates into higher throughput. Plus, they offer more desirable cost-of-ownership characteristics than ultrashort pulse lasers.
However, the use of ultrashort pulse lasers is on the rise as applications requiring extremely high precision and virtually no heating become increasingly common, especially in microelectronics and medical device manufacturing.
UV Laser Cutting Applications Overview
Application
Lasers Used
Characteristics
Advantages over Other Methods
Glass and sapphire for mobile devices
Ultrashort pulse
No cracking or chipping, and the ability to cut curves
CO₂ lasers cause thermal stress and can’t cut curves; mechanical saws chip edges and produce debris
IR lasers cause heat damage; die cutting lacks precision
Semiconductors and MEMS
DPSS
Ultrashort pulse
Precise, non-thermal layer removal and reduced contamination
Mechanical dicing risks contamination; IR lasers cause thermal damage
PCB Depaneling
DPSS
High precision cutting with minimal thermal impact which avoids delamination
Mechanical routing causes stress and debris; IR lasers can overheat layers causing damage
Medical devices
DPSS
Ultrashort pulse
High precision cutting with no deformation or melting of polymers
Mechanical tools deform parts; IR lasers melt or char polymers
UV Laser Marking
UV lasers are employed in many different industries to create high-contrast, permanent marks on diverse materials as well as to engrave.
Because UV light is strongly absorbed by most plastics, coated surfaces, and glass, it can create crisp, damage-free marks with minimal heat input.
In many cases, it would be difficult or impossible to obtain the same results with infrared or green lasers, or with other non-laser technologies. UV lasers especially excel at marking light-colored or transparent polymers, delicate medical components, and multi-layer packaging, where longer-wavelength lasers may burn, melt, or discolor the material.
Ultrashort pulsed UV lasers offer an additional capability. They can produce high-resolution “black marks” on metals and polymers. Instead of creating a bulk color change or large-scale surface modification, black marking modifies the surface at the nanoscale to change how it scatters light.
These marks are exceptionally durable, and highly legible under harsh lighting or viewing conditions. They are particularly useful for applications requiring long-lasting traceability on reflective or curved surfaces, such as surgical medical instruments, implants, and aerospace parts.
UV Laser Marking Applications Overview
Application
Lasers Used
Characteristics
Advantages over Other Methods
Plastic consumer products
DPSS
Diode
High-contrast marks on light-colored or dark plastics without melting or charring
IR lasers often melt or burn plastics; mechanical printing lacks permanence
Medical plastics and devices
DPSS
USP
Non-contact, sterile marking on biocompatible materials without surface damage
CO₂ lasers cause heat damage; mechanical marking deforms or contaminates parts
Coated metals (e.g., anodized aluminum)
DPSS
Removes coating with minimal substrate damage; yields high resolution marks
IR lasers sometimes remove too much material or overheat the surface
Food and cosmetic packaging
DPSS
Diode
Used extensively for high-speed, high-contrast date/lot code marking on PET, HDPE, and foil-laminated films
Inkjet/thermal printing fades or smears; IR lasers lack contrast or damage packaging
Glass (e.g., logos, scales)
USP
Micro-crack-free, fine-featured marks below the glass surface
Mechanical etching weakens glass; CO₂ lasers cause surface fractures
Semiconductor wafers and dies
DPSS
USP
Micron-scale, high-contrast marks with minimal thermal or electrical impact
IR lasers risk substrate damage; mechanical marks are less precise or cause contamination
UV Laser Cleaning
Laser cleaning is becoming increasingly popular in many industries as an environmentally friendly alternative to chemical solvents. And unlike some traditional methods, it doesn't produce small debris particles that are hard to manage or dispose of.
UV lasers are used for cleaning applications that demand high precision material removal or for sensitive parts or components where heating must be completely avoided.
Plus, many contaminants – hydrocarbons, photoresist residues, oxides, and thin films – do not absorb IR or green wavelengths well, making longer wavelength lasers unsuitable for the task. As a result, UV laser cleaning has become a preferred choice for delicate components in electronics, medical devices, and aerospace manufacturing.
While DPSS UV lasers dominate most industrial cleaning tasks, ultrashort pulse UV lasers are used when even greater precision is needed. For example, cleaning micron-scale features or processing sensitive materials like semiconductors, EV battery materials, or medical implants.
Excimer lasers are used when rapid coverage of large areas is required.
UV Laser Cleaning Applications Overview
Application
Lasers Used
Characteristics
Advantages over Other Methods
Semiconductor wafers
DPSS
USP
Removes organics, oxides, and residues without substrate damage
Wet cleaning risks contamination; plasma etching is less selective
Injection mold tools
DPSS
Non-contact removal of thin films and residues from tool surfaces
Sterile removal of organics and biofilms from sensitive surfaces
Mechanical or chemical cleaning can damage or contaminate devices
Thin films and displays
USP
Selective removal of conductive or organic films from glass
Wet etching undercuts features; mechanical contact can scratch glass
CFRPs (carbon fiber reinforced polymers)
DPSS
Excimer
Coverage of large areas with precision depth control. Excimer faster
Faster and cleaner than mechanical abrasion or grit blasting, and simpler than peel-plies
UV Laser Texturing
Precision texturing involves creating fine patterns, micro-roughness, or other localized structures on a surface to modify its properties without compromising the underlying material.
Typical uses include improving adhesion (for coatings, glues, or films), creating functional textures (such as hydrophobic or hydrophilic surfaces), or enhancing optical or aesthetic properties.
Laser texturing offers several advantages as compared to mechanical abrasion or chemical etching. Specifically, laser texturing is a greener process that doesn’t involve solvents or chemicals, doesn’t produce large particulates, and avoids part damage through mechanical pressure or heating.
The higher absorption of UV lasers enables tighter process control and better results on polymers, composites, and thin films, where the deeper heat penetration of longer wavelengths would damage the part.
DPSS lasers are often used for texturing polymers and coatings. USP lasers are preferred for producing extremely fine features or damage-free processing of sensitive substrates like glass, ceramics, or medical devices. Excimer lasers are also used for mask-based ablation, where large-area, shallow, uniform texturing is required.
Produces precise micro/nanostructures to modify surface behavior
Chemical texturing lacks precision and uniformity
Medical device surface preparation
DPSS
USP
Creates controlled texture on implants or tools without contamination
Sandblasting or etching can leave residues or damage surfaces
Display and optical component texturing
DPSS
USP
Used on glass, films, or coatings to modify appearance or functionality
Mechanical methods can scratch or distort optical surfaces
Large-area polymers or CFRPs
Excimer
Mask-based, uniform, shallow texturing of large flexible surfaces or composites
Mechanical abrasion damages fibers; chemical methods leave residues or are inconsistent
Conclusion
UV lasers bring exceptional precision, versatility, and wide material compatibility to a growing range of industrial materials processing applications. From cutting and marking to cleaning and texturing, they enable processes that other technologies cannot match.
Laserax & DPSS Lasers help manufacturers enjoy the full benefits of UV laser technology by delivering tailored solutions for even the most complex materials processing challenges.
Alex Laymon became President and Director of DPSS Lasers (now a Laserax company) in 1998. He previously served as the Vice President of Engineering at LiCONiX, following a series of technical positions that included Engineering Manager and Senior Laser Engineer. Mr. Laymon received his B.S. in Engineering Physics and his M.B.A. at Santa Clara University. His decades of expertise in UV lasers now contribute to Laserax's mission to shape the future of high-precision laser solutions.
Modern catheter systems are becoming smaller, more complex, and more specialized for procedures ranging from cardiovascular interventions to neurovascular treatments. At the same time, these devices must meet extremely strict manufacturing and regulatory requirements.
Although steel is a strong metal, altering its microstructure with a surface treatment can be necessary to improve hardness and wear resistance. In other cases, surfaces must be cleaned to remove oxides, textured to improve adhesion, or coated for protection.
Laser marking is everywhere—from serial numbers on automotive parts to logos on electronics and traceability codes on medical devices. But not all lasers are created equal, and selecting the right type depends on your material and marking requirements.